|
|
| 一、概述
本控制器可用于模切机或其它类似型的定长控制。采用液晶汉字显示,可以动态修改运行参数,如运行长度、速度等,直观、操作方便、效率高。另外通过系统参数设定,可使其显示值即为实际值。
|
|

|
|
|
| 二、功能
具有光控、程控、拖料三种主要功能可选。
1、 光控
由拖料信号启动拖料电机按设定速度旋转,直到光电探头检测到色标后,再走完窗口距离停止。
2、 程控
由拖料信号启动拖料电机旋转,按设定速度运行所设定长度后停止。
3、 拖料
按设定速度,拖料电机一直连续运行,可用于转料。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 三、控制器技术指标
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 主要技术指标:
1、控制轴数 1轴
2、定长范围 0~2999.9mm
3、盲区范围 0~2999.9mm
4、窗口范围 0~2999.9mm
5、最大计数(总数) 0~999999个
6、每批计数(计数) 0~9999个
7、曲线 5条
8、速度范围 50~2599 mm/s
|
|
|
|
|
|
|
|
|
|
|
|
| 四、控制器的显示及按键
|
|
|
|
|
|

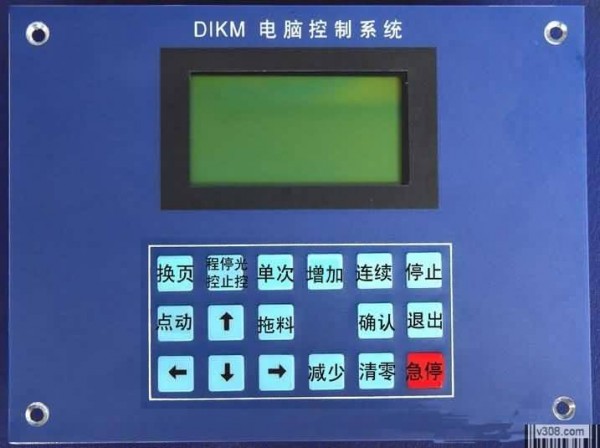
图(1)
|
|
|
|
|
|
|
| 显示屏是64×128液晶点阵,分四排文字或数字显示,按键共17键,基本上是一键一功能,有效时有讯响提示。
上电后,显示厂名及电话号码,5秒后自动转换成上次断电前的显示内容。5秒内若按任一键则立即进入正常状态。正常状态为以下两屏之一(即图(2)和图(3)),用换页键可以切换。
图(2)的内容:
|
|
|
|
|
|
|
|

图(2)
|
|
|
|
|
|
|
|
|
|
|
| 长度 为待切产品的实际长度,单位是毫米,4位整数加1位小数,范围(0~2999.9mm)
盲区 指光测不起作用的距离其范围同长度一样(0~2999.9mm)
窗口 指光测有效到拖料停止的距离其范围同长度一样(0~2999.9mm)
计数 每完成一次拖料后再切刀则计数值加1。当计数值与设定值相同时,拖料电机便不再运行,同时切刀运行到高位停止。屏右上角状态显示次数到的字样,并且讯响提示,此时可按任一键停止讯响,若一直不按90秒后停止讯响。在次数到停机后可直接按连续键再运行同时计数将自动清零,再以设定值作下次的次数到停。次数到停机后,可以按停止键将计数值清零。
转速 是指切刀的运行速度,单位是转/分,当切刀运行时才显示,停止时则褪去
图(3)的内容:
|
|
|
|
|
|
|

图(3)
|
|
|
|
|
|
|
|
|
|
|
| 速度 指拖料电机运行时所能达到的最高速度,范围是50~2599,单位是毫米/秒(一般运行5mm后便能到达)注:最大速度系统会自动限定。
极性 指光测信号极性:0为平时信号为低,到光标时为高,
1为平时信号为高,到光标时为低,根据传感器来定,一般为1。
设定 指一次欲运行的次数 例如一次欲切1000张或次便可将设定数改成1000,那么当计数到达1000,机器便会停止,显示次数到字样,并讯响报警。如果设定值0000,则连续运行,中间不会自动停止,需要手动停止。
总数 指本机器已经完成了多少模切张或次数,最后一排的右三位为转速,即每分钟切的张或次数,切刀运行时显示,停止时转速值隐去。
状态显示 屏右边是显示机器的工作状态情况,其中模切停,连续,单次,出错1,出错2,次数到等都在第一排上显示;拖料停、光控、程控在第二排显示;点动,拖料在第三排显示,具体显示的字样由当时机器的运行状态决定。(用换页键切换图(2)图(3)时,屏幕显示的机器工作状态不变)
|
|
|
|
|
| 五、控制器操作说明
a、 系统参数
系统参数的设定与传动系统的机械尺寸、传动比、步进电机的步距角和细分数有关。因此不同的机械系统其系统参数不同。
在模切停同时拖料停状态下,可以同时按确认与退出键进入另一屏设置状态,如下图
|
|
|
|
|
|
|
|

图(4)
|
|
|
|
|
|
|
|
|
|
| 每转长度 指送料胶辊或轮带动物料一转所能送料长度,一般为胶辊周长,单位为毫米,范围为20.0----999.9毫米。
每转脉冲 指送料胶辊或轮旋转一周所需的脉冲数,其值为(360度/步距角)*传动比(传动比=电机转速/胶辊或轮的转速),例如:步距角为0.9度的两相混合式步进电机(无减速比)每转脉冲为360/0.9=400。每转脉冲=细分数*200。
曲线选择 本系统设计为5条曲线,显示为0,1,2,3,4
从0到4曲线是从高速到低速。
曲线主要用于送料步进电机起动与停止过程中脉冲需要升降频率,以适合不同的负载特性以及能获得高速度提高效率而所使用,负载大选低速。
曲线选择很重要,一般应在实际使用中进行选择,例如:可以先试高速曲线,不行的话再往下调整。
参数修改 每屏的可修改参数上有一位反白的数字
 表示,可以用向左 表示,可以用向左
 、向上 、向上
 、向右 、向右
 、向下 、向下
 等移位键来调整欲修改参数的位置,用 等移位键来调整欲修改参数的位置,用
 键 键
 键来增减数字,当按增加(或减少)键将该数字加(减)1并闪烁,此时若要完成修改可按 键来增减数字,当按增加(或减少)键将该数字加(减)1并闪烁,此时若要完成修改可按
 键,数字确认,光标停止闪烁。若想取消改动可按 键,数字确认,光标停止闪烁。若想取消改动可按
 键。该数字恢复原数,光标也停止闪烁。若一次想改多位可以用移位键与
键或
键来逐位修改(在一屏范围)最后用
键确认。 键。该数字恢复原数,光标也停止闪烁。若一次想改多位可以用移位键与
键或
键来逐位修改(在一屏范围)最后用
键确认。
用移位键移动反白欲修改数字的位置,用
键确定,用
键也可退出设定状态。光标不再闪烁(同时退出设定状态)。
参数修改完后,可以按
键回到刚才进入设置屏的前面一屏,也可以用
 键进入调试状态。 键进入调试状态。
注意:所有参数在修改中(即光标在闪烁时)
键无效且
 键也无效。 键也无效。
b调试
调试状态如图(5)
|
|
|
|
|
|
|
|

图(5)
|
|
|
|
|
|
|
|
|
|
| 在调试状态中可以通过以下的方式分别调试步进电机,模切电机及传感器探头。
给定脉冲 是指单独运行步进电机的脉冲数,可以从1~9999个,同样用
键或
键修改数字,用
和
键移动欲改数的位置,修改后可直接用
正转步进电机、用
反转;到设定的脉冲数后电机便停止。步进电机以设定的速度及曲线运行,若想保存设定时给定脉冲值,可以按
键保存。在步进电机运行时,设定数的光标会闪烁,可以用
 键立即停机。步进电机不运行时,可以通过 键立即停机。步进电机不运行时,可以通过
 键来运行模切电机。 键来运行模切电机。
转速 当模切电机运行起来后,才显示“运行”两字,并且把模切电机的转速显示出来(三位数字)。按
键可以停止模切电机,转速显示为0,运行两字褪去。注意:一旦运行模切电机后必须停止后才能进行除
键外别的操作。同样在步进电机运行时也不能进行除
键外别的操作。
探头 A,B,C,D 指本系统所用的4个传感器的输入情况。A光测,B拖料,C高位,D低位。无效时为1,有信号时为0。根据最近改变的情况该数字反白,方便了解传感器的状况。当模切电机运转时,可动态观察传感器的工作情况,在调试状态中可以用
键回到设置状态或用
键回到前页。
控制器的各种状态及参数修改后将记忆,断电后仍会保持。而当前页面及计数与总数有掉电保持功能。用
 键选择光控运行时(包括单次与连续),其拖料长度由光电控制、盲区、窗口等参数决定。即首先要走不动作距离即盲区。然后光电起作用。一旦检测到光标就再走一个窗口距离后停止。注意:盲区+窗口应当小于长度的设定值。连续运转时,在长度范围内三次检测不到光标,机器便会停止运行出现出错2,并讯响报警,90秒之后会停止讯响或任按一键停止讯响,可以用
键将出错2消掉,回到模切停状态。 键选择光控运行时(包括单次与连续),其拖料长度由光电控制、盲区、窗口等参数决定。即首先要走不动作距离即盲区。然后光电起作用。一旦检测到光标就再走一个窗口距离后停止。注意:盲区+窗口应当小于长度的设定值。连续运转时,在长度范围内三次检测不到光标,机器便会停止运行出现出错2,并讯响报警,90秒之后会停止讯响或任按一键停止讯响,可以用
键将出错2消掉,回到模切停状态。
c、 运行参数的修改
同样修改运行参数是以增加(或减少键)来修改参数,一旦使用增减键并进入设定状态,此时光标闪烁。用移动键向左
、向上
、向右
、向下
等移位键来调整欲修改参数的位置,用
键确定,用退出键也可退出设定状态,光标不再闪烁(同时可退出设定状态)。
注意:在连续运行中修改后的参数要在切下一张或一次时才能够有效。
d、 计数与总数的清零
当按
键后(动态时也有效),计数值或总数值全零反白显示,此时按
键则完成清零,若不想清零则按
键恢复原样。
e、程序运行状态设置
通过按
键设置,本键每按一次以程控――拖料停――光控――拖料停――程控……如此循环显示 。并且每次断电被记忆,程控即定长,电机走长度数值所指的距离,光控是带色标同时盲区及窗口都起作用,拖料停则将拖料电机关断,但是在拖料停状态下,
 键与 键与
 键还能有效 。 键还能有效 。
当按
键或
键时,只要模切电机是停止的,拖料电机便能运行,并且拖料停隐去,状态提示出现“点动”或“拖料”字样,点动即按程控下的长度或光控下的光测位置为拖料长度,到了便停,拖料则是拖料电机连续运行,直到再次按
键或
 键或
键拖料才会停止。在拖料时可以直接修改速度值来调整拖料电机运行速度。
键是用于模切电机及拖料电机的连续运转,按照模切电机先运转,当探头到了拖料位置时,拖料电机便开始运转,到了给定长度,拖料电机停止,再等切刀切下去完成一次循环。如果切刀运转太快,在一次循环中拖料电机不能走完,便是错误1,此时拖料电机立即停转,切刀电机停高位,状态显示错误1,讯响报警。此时按任一键(除运行键)停止报警,必须降低切刀速度后再运转。 键或
键拖料才会停止。在拖料时可以直接修改速度值来调整拖料电机运行速度。
键是用于模切电机及拖料电机的连续运转,按照模切电机先运转,当探头到了拖料位置时,拖料电机便开始运转,到了给定长度,拖料电机停止,再等切刀切下去完成一次循环。如果切刀运转太快,在一次循环中拖料电机不能走完,便是错误1,此时拖料电机立即停转,切刀电机停高位,状态显示错误1,讯响报警。此时按任一键(除运行键)停止报警,必须降低切刀速度后再运转。
 键即模刀电机运转一次,拖料也运转一次,便于调试,同样切刀太快也将出现错误1。 键即模刀电机运转一次,拖料也运转一次,便于调试,同样切刀太快也将出现错误1。
由上述内容可以看出本系统是切刀为主的系统。切刀运转后无须等待而拖料电机及时送料后等待切刀下切。
f、 连续运行时的停止
按
键可以将连续运行状态停止下来。它停下来时要等切刀电机和拖料电机运行一次结束后(即将物料送到位)才能停住。
按
键同样能停止机器运行,不过与按
键不同的是立即停止拖料电机,而不管是否送到位。
键在任何状态下都能立即停住拖料电机。
在拖料停状态下,按
键或
键只运行模切电机。
|
|
|
| 六、光控工作示意图
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
| 七、位置传感器安装示意图
|
|
|
|
|
|
| 1、 传感器与旋转式装置之间关系示意
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
| 注:D低位信号用作检验模切电机的快慢及切刀电机旋转到D低位时步进电机必须已处于停止状态,否则报警。
C高位信号用于控制模切电机停止。
旋转式切刀电机的控制是继电器0信号
2、传感器与往复式装置之间关系示意图
|
|
|
|
|
|
|
|
|
|

注:往复式装置的电磁阀控制是继电器1信号
|
|
|
|
|
|
|
| 八、控制器的接线图如下:
|
|
|
|
|
|
|
|
| 其中电源的是随机配的,变压器是(~10V,~15V)两组。
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
| 其中
1 光测A 光测传感器信号
2 高位C 位置传感器,低有效
3 低位D 位置传感器,低有效
4 +12V 12V电源正端,用于传感器供电,电流≤200mA
5 拖料B 位置传感器,低有效
6 备用
7 连续 可以外接按钮,另一端接+12V地,等同于面板停止键
8 停止 同上 等同于连续键
9 +12V┸ 12V电源的地线,外接信号与其短接才有效
10 一次完脉冲 电机完成一次送料后,输出一个脉冲,集电集开路输出电流≤ 50mA
11 继电器1输出 输出信号可以带一只12V继电器的线圈,线圈另一端接+12V,用于控制往复式装置,如气缸电磁阀,电流≤50mA。建议用固态继电器。
12 继电器0输出 输出信号可以带一只12V继电器的线圈,线圈另一端接+12V,
用于控制旋转式装置,如模切电机,电流≤50mA。建议用固态继电器。
13、14备用
15 DIR 步进电机方向信号,接驱动器DIR
16 OPTO为+5V接驱动器公共阳端OPTO
17 CP 为脉冲输出端接驱动器CP
18 备用
19 备用
20 5V┸为5V电源的地端
|
|
|
| 九、控制器连接示意图
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
|
| 十、安装尺寸 (单位mm)
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
| 注:本说明书中有灰底纹的字样表示在屏幕上显示的字样,有灰底纹并且有边框的字样表示控制器上的按键。
注意事项:为使本控制系统工作更可靠,安装时应避免强干扰
1、 远离接触器、功率继电器、变频器、大功率电阻等强干扰源。
2、 控制器的继电器输出,一般接小功率电器。如变频器的控制端等,若要控制大功率电器(如直接带电机)请改用固态继电器。
3、 接到驱动器的控制线尽量短一些并加屏蔽线,屏蔽接外壳。
4、 传感器引线用屏蔽线,并尽量短些。
5、 走线时应将强弱电分开,绝不能捆在一起。
6、 选用耐干扰的驱动器即输入频率低的一种。
北京欧特机电有限公司
|
北京欧特利机电设备有限公司专业提供微小型齿轮减速变速马达、交流直流减速调速电机、减速马达、齿轮减速电机、可逆同步电机、伺服步进电机、永磁直流电机、离合制动电机、微型电机、力矩电机、二极电机、震动马达系列及自动化传动系统。批零兼营并承接非标订做!
北京欧特利机电设备有限公司










购买咨询(已有0条咨询)